
Integrate a heat exchanger in a debutanizer cooling system
Air temperature plays a key role in determining the efficiency of air fan coolers in the summer months. Extremely hot ambient temperatures in the Middle East often lead to reductions in efficiency and limitations of cooling capacity. As a result, gas plant operations may end up curtailing the feedrate to some extent before the product goes off-spec in extremely hot conditions.
Every summer, the Aramco YNGLFD (Yanbu NGL Fractionation Department) experiences the reduction of NGL (natural gas liquids) feed processing capacity, mainly due to the limitations of the air fan coolers in debutanizer columns. The improvement of debutanizer cooling efficiency will lead to significant operational flexibility and financial benefits.
To overcome the challenge of extremely hot weather, an initiative was proposed to enhance the efficiency of the debutanizer’s cooling system by synthesizing a new heat exchanger downstream of the air fan cooler [66°C (150°F)]. It is essential to determine the right process stream to be heat-exchanged as a coolant without any process issues, rather than costly utilities. An investigation found that the butane product stream [38°C (100°F)], after the dehydration unit in the NGL treating area, is the best source. The butane product stream is now transferred and fed to downstream users without any cold heat recovery.
A study was conducted using a proprietary process simulation software. In the simulation, the butane product stream temperature is designed to be heated from 38°C to 43°C (100°F to 110°F) through a new heat exchanger. Such a temperature setup is very safe and a reasonable approach in terms of maintaining reliable liquid phase butane product supply to end users under its operating pressure.
In conclusion, the study found that more C4+ feed throughput can be processed to the debutanizer by approximately 3.3% with enhanced cooling capacity. Considering that the debutanizer cooling system is the first bottleneck point in the YNGLFD, such improvement not only resolves the limitations of the debutanizer column, but enables the entire Yanbu NGL fractionation process columns to be more engaged in high utilization and remain a reliable supplier of quality fuel and petrochemical feedstock.
Operation. The debutanizer column, C-331, comprises 53 valve-type trays. The C4+ feed enters the debutanizer column at Tray 29. The heating medium for the debutanizer column is 150-psig steam passing through the tube side of the debutanizer column kettle-type reboilers, E-331A/B. Steam condensate, from the reboiler tube-side outlets, flows to the debutanizer reboilers’ steam condensate drums.
The debutanizer column separates the remainder of the C4 product from the hydrocarbon feed. The C4 overhead product exits the debutanizer column overhead line above Tray 53 and flows through the debutanizer condenser, E-332, which consists of 24 fin fan coolers. The condensed C4 product flows from the outlet of E-332 to the debutanizer reflux drum, D-331. Some of the condensed C4 product goes back to the debutanizer column via the debutanizer reflux pump, G-331A or G-331B.
The C4 product enters the debutanizer column above Tray 53. This reflux is used for the debutanizer column top temperature control and C4 product specification control. The rest of the condensed C4 product flows from the discharge line of G-331A or G-331B through the shell side of the butane trim coolers. The cooling medium passing through the tube side is seawater. The C4 product flows from the shell-side outlets—at a temperature of 38°C (100°F) in the summer—to the C4 caustic Merox treatment section, followed by the C4 dehydration section. Finally, the C4 product is pumped out through G-374A or G-374B to be distributed to end users. The debutanizer column C5+ bottoms product goes from the debutanizer column reboilers, E-331A/B, to the downstream process for further processing. In the YNGLFD, there are two trains of debutanizer system, along with butane Merox and a dehydration unit. FIG. 1 shows one train of the schematic debutanizer process with design case process parameters.
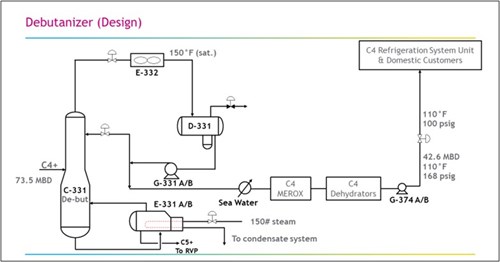 |
| FIG. 1. Debutanizer design case process. |
Study and proposal. Every summer, two debutanizer columns experience a severe bottleneck issue, mainly due to extremely hot ambient temperatures, causing inefficiency of the air fan coolers in the debutanizer columns. Due to this well-known natural phenomenon in the Middle East, the impact to the debutanizer column air cooling system affects the whole YNGLFD plant, where C2+ NGL feed processing capacity must be reduced. Improved debutanizer cooling efficiency will lead to significant operational flexibility and financial benefits.
Note: the operational temperature and pressure of the butane transfer stream are 38°C (100°F) and 130 psig, respectively, while the design setting is 43°C (110°F) and 100 psig, respectively. This implies that there are additional margins to be utilized for a further cooling process. Generally, when it comes to installing extra heat exchangers that require costly utilities to meet the duty demanded, synthesizing the existing process stream as a coolant would be significantly beneficial to minimize operational expenditures (OPEX). FIG. 2 illustrates the schematic debutanizer process with the operation case process parameters.
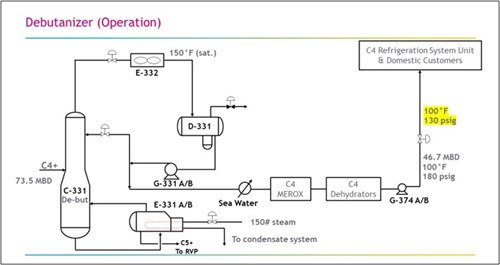 |
| FIG. 2. The debutanizer operation case process. |
A simulation study was conducted for the feasibility (shown in FIG. 3) by installing a heat exchanger. The butane stream [38°C (100°F) and 130 psig] from the dehydration unit is utilized as the coolant to provide more cooling to the debutanizer overhead system. The outlet stream temperature and pressure [42°C (109°F) and 120 psig, respectively) are given, and are maintained within the design setting [43°C (110°F) and 100 psig, respectively). Operational flexibility can be secured and achieved with appropriate margins as per design without any costly utilities consumption.
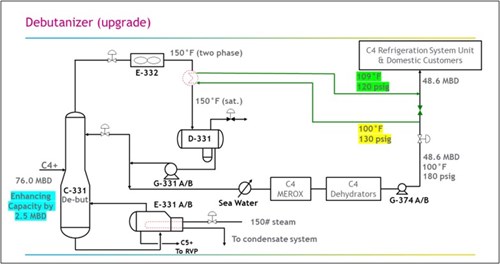 |
| FIG. 3. The enhanced process conditions after the synthesis of the heat exchanger. |
Additionally, it is worth noting that contamination issues are not possible if any leakage is assumed to happen due to human errors—such as negligible inspection inside the new heat exchanger between the tube and shell side—because both tube- and shell-side streams are the same butane. Besides, the on-spec coolant butane stream pressure is higher than the overhead stream pressure. For this reason, it is inherently safe that the untreated overhead butane stream is unable to invade into on-spec purified butane stream areas.
Although there is a concern that one of the downstream process unit’s (refrigeration unit) compressor energy consumption would rise slightly due to the heated and less-pressurized butane stream from 38°C (100°F) and 130 psig to 42°C (109°F) and 120 psig. A little more loaded energy consumption in that unit is an extremely low financial cost compared to the overall enhanced C2+ NGL throughput in the YNGLFD every summer. As stated, since all operational process changes are maintained within the design setting, the operability of the refrigeration unit is within design, as well.
Takeaways. Following the enhanced cooling capacity, the study found that more C4+ feed throughput can be processed to the debutanizer by approximately 3.3% with enhanced cooling capacity. Considering that the debutanizer cooling system is the first bottleneck point in the YNGLFD, such improvement not only resolves the limitations of the debutanizer column, but enables the entire Yanbu NGL fractionation process columns to be more engaged in high utilization and remain a reliable supplier of quality fuel and petrochemical feedstock. GP
About the Authors
 |
Osamah S. Almoabade is a Senior Process Engineer in the Operations Engineering Unit of the Yanbu NGLs Fractionation Department at Saudi Aramco. He earned his BS degree in chemical engineering from King Abdulaziz University, and is a certified energy manager. He has 9 yr of experience in the oil and gas industry, including HAZOP, RCA, optimization and technical support.
 |
Hae Yong Noh is a Senior Process Engineer working in the Operations Engineering Support Division of the Global Manufacturing Support Department at Saudi Aramco. He earned his MS degree in interdisciplinary engineering from Purdue University in the U.S. Noh has P.E. certificates in chemical and mechanical engineering, as well as 15 yr of experience in the oil and gas industry, including process design, operations engineering, control and simulation.


Comments